
Screw Selection in Screw Jacks: Turning vs. Rolling
2026-03-28 11:09:00
Click:
“
Screw jacks are critical components in industrial machinery, enabling precise linear motion through the conversion of rotational force.
”
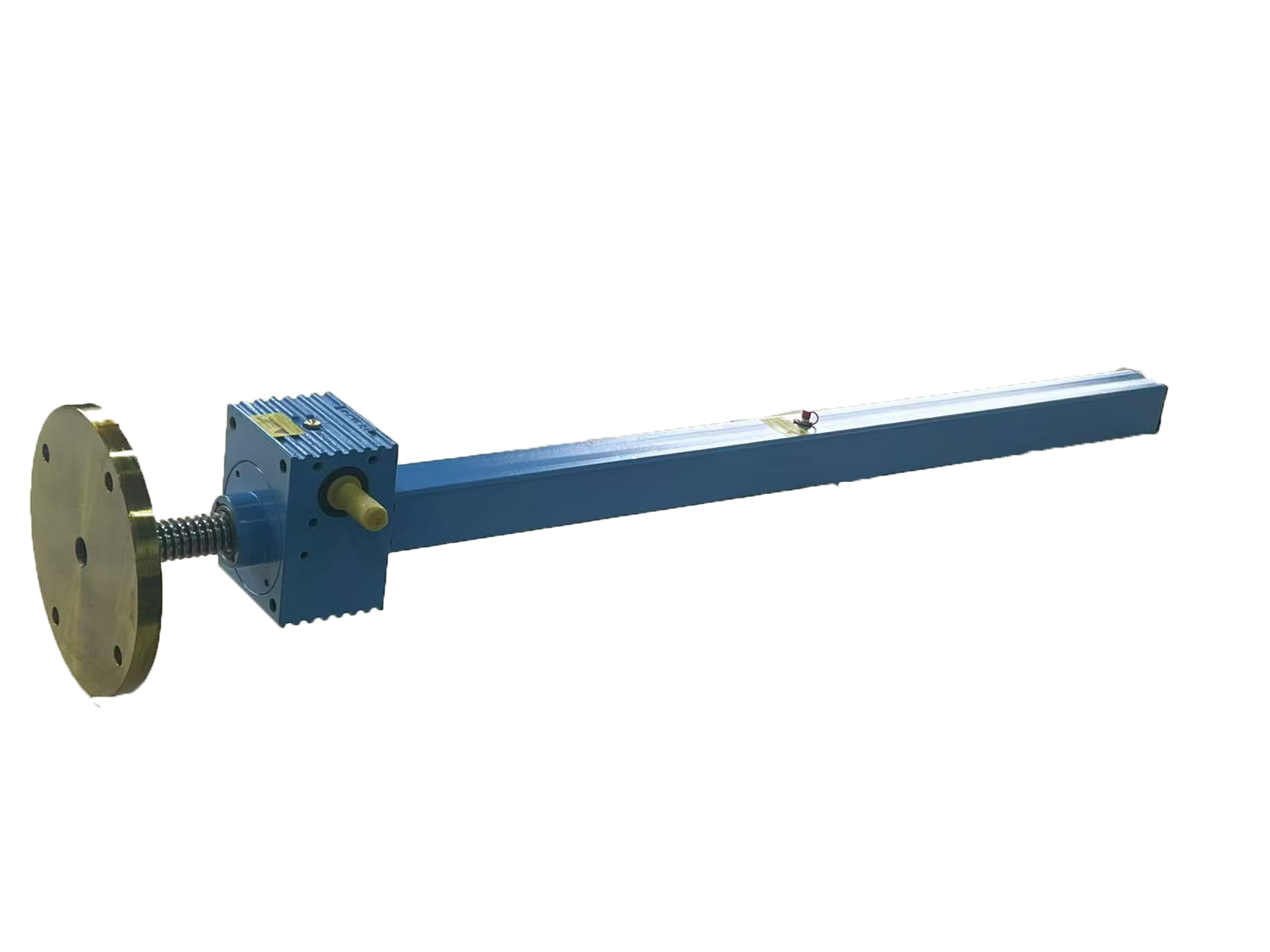
Screw jacks are critical components in industrial machinery, enabling precise linear motion through the conversion of rotational force. The choice of screw manufacturing method—turning (machining) or rolling—significantly impacts performance, cost, and application suitability. This article explores the technical differences, advantages, and selection criteria for each approach to guide engineers in optimizing screw jack design.
1. Manufacturing Processes: Turning vs. Rolling
1.1 Turning (Machining)
Turning involves cutting material from a round bar using a lathe to form threads. Key characteristics:
- Precision Control: Achieves high accuracy (e.g., C3-C5 grade for ball screws) with surface finishes as fine as Ra ≤ 0.8 μm.
- Material Flexibility: Suitable for various materials (e.g., alloy steel, stainless steel) and custom thread profiles (e.g., trapezoidal, Acme, or ball screw threads).
- Tool Wear: Requires frequent tool replacement, increasing production costs for small batches.
1.2 Rolling
Rolling shapes threads by plastic deformation using dies, without removing material. Key traits:
- High Efficiency: Continuous production enables rapid output (e.g., 300 meters/day for Ø30 mm screws).
- Material Utilization: Minimizes waste (e.g., a Ø27 mm bar suffices for a Ø30 mm rolled screw).
- Surface Hardening: Work-hardening enhances surface durability but may introduce residual stresses.
2. Performance Comparison
2.1 Accuracy and Repeatability
- Turning: Dominates in high-precision applications (e.g., CNC machines, robotics) with positional accuracy ±0.01 mm and repeatability <0.005 mm.
- Rolling: Typically offers C7-C10 accuracy (±0.1–0.5 mm), suitable for general industrial uses like conveyor systems or manual lifts.
2.2 Load Capacity and Durability
- Turning:
- Trapezoidal Screws: Strong self-locking capability (μ ≈ 0.15–0.2) for vertical loads (e.g., dam gates, stage platforms).
- Ball Screws: High dynamic load ratings (5 kN–100 kN) but sensitive to overloading (risk of ball bearing damage).
- Rolling:
- Trapezoidal screws exhibit comparable static strength but lower fatigue resistance under cyclic loads.
- Rolled ball screws are less common due to precision limitations but acceptable for light-duty automation.
2.3 Efficiency and Speed
- Turning (Ball Screws): 90%+ efficiency with minimal backlash, ideal for high-speed motion (e.g., semiconductor equipment).
- Rolling (Trapezoidal Screws): 30–50% efficiency due to sliding friction, limiting speed to <0.5 m/s.
3. Cost and Production Considerations
3.1 Initial Investment
- Turning: Requires expensive CNC lathes and skilled operators, raising costs for low-volume projects.
- Rolling: Lower equipment costs (dies are cheaper than precision tools) but higher setup fees for custom thread profiles.
3.2 Unit Cost
- Turning: Economical for small batches (e.g., <100 units) or complex designs (e.g., hollow screws for piping).
- Rolling: Reduces per-unit cost by 30–50% for large-scale production (e.g., >1,000 units/year).
3.3 Lead Time
- Turning: Flexible for rapid prototyping (days to weeks).
- Rolling: Longer lead times for die fabrication (4–6 weeks) but faster mass production thereafter.
4. Application-Specific Recommendations
| Scenario | Recommended Method | Rationale |
|---|---|---|
| High-precision positioning (±0.01 mm) | Turned ball screws | Critical for aerospace, medical devices, and metrology equipment. |
| Heavy vertical loads (e.g., elevators) | Turned trapezoidal screws | Self-locking reduces brake dependency; withstands shock loads. |
| Low-cost, high-volume production | Rolled trapezoidal screws | Cost-effective for warehouse racks, agricultural machinery, and furniture. |
| Corrosive environments | Rolled + coating (e.g., Zn,达克罗) | Rolled screws’ work-hardened surface improves coating adhesion vs. machined surfaces. |
| Custom thread profiles | Turning | Enables non-standard pitches or diameters without expensive die changes. |
5. Future Trends
- Hybrid Manufacturing: Combining rolling (for core shape) with turning (for finish machining) to balance cost and precision.
- Additive Manufacturing: Emerging for complex geometries (e.g., internal cooling channels) but currently limited by material strength.
- Smart Coatings: Nanocoatings to enhance rolled screws’ wear resistance in harsh conditions.
Conclusion
The choice between turning and rolling hinges on precision requirements, load dynamics, production volume, and lifecycle costs. Turned screws excel in high-performance, low-volume applications, while rolled screws offer unbeatable efficiency for standardized, high-volume needs. Engineers must evaluate trade-offs holistically to optimize screw jack performance and ROI.
Key Takeaway:
- For mission-critical systems where accuracy is paramount, invest in turned screws.
- For cost-sensitive, large-scale deployments, rolled screws deliver superior value.
By aligning manufacturing methods with application demands, designers can ensure dermail transmission screw jacks operate reliably across industries from automotive to renewable energy.








Tel:+86-317-7369999
E-mail: demai@demai.org
Mobile:+86-18653450543 (Wechat)
Address:No. 6, Haihe Road, economic development zone, Wuqiao County, Cangzhou City, Hebei Province

点击右上角
分享给朋友吧
Copyright ©2023 All Rights Reserved Hebei Demai Transmission Machinery Co.,Ltd.
Copyright ©2025 All Rights Reserved Hebei Demai Transmission Machinery Co.,Ltd.
